Кривошипно-шатунный механизм
Содержание
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.

Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Особенности работы двигателя. Такты

Выше описана упрощенная схема работы КШМ. В действительности чтобы создать необходимые условия для нормального сгорания топливной смеси, требуется выполнение подготовительных этапов – заполнение камеры сгорания компонентами смеси, их сжатие и отвод продуктов горения. Эти этапы получили название «такты мотора» и всего их четыре – впуск, сжатие, рабочий ход, выпуск. Из них только рабочий ход выполняет полезную функцию (именно при нем энергия преобразуется в движение), а остальные такты – подготовительные. При этом выполнение каждого этапа сопровождается проворотом коленвала вокруг оси на 180 градусов.
Конструкторами разработано два типа двигателей – 2-х и 4-тактный. В первом варианте такты совмещены (рабочий ход с выпуском, а впуск – со сжатием), поэтому в таких моторах полный рабочий цикл выполняется за один полный оборот коленвала.
В 4-тактном двигателе каждый такт выполняется по отдельности, поэтому в таких моторах полный рабочий цикл выполняется за два оборота коленчатого вала, и только один полуоборот (на такте «рабочий ход») выполняется за счет выделенной при горении энергии, а остальные 1,5 оборота – благодаря энергии маховика.
Поршень с кольцами и пальцем
Поршень – это небольшая цилиндрическая деталь, изготовленная из алюминиевого сплава. Его основным назначением является преобразование давления выделяемых газов в поступательное движение, передаваемое в шатун. Возвратно-поступательное движение обеспечивается за счет гильзы.
Поршень состоит из юбки, головки и дна (днища). Дно может иметь разную форму (выпуклую, вогнутую или плоскую), в нем содержится камера сгорания. На головке расположены небольшие канавки для поршневых колец (маслосъемных и компрессионных).
Кольца компрессионного типа предотвращают возможное попадание газов в двигательный картер, а кольца малосъемного типа предназначены для удаления лишнего масла со стенок цилиндра.
Юбка оснащена специальными бобышками с отверстиями, для установления поршневого пальца, соединяющий поршень и шатун.
Шатун
Шатун – еще одна деталь КШМ, которая изготавливается из стали методом штамповки или ковки, оснащенная шарнирными соединениями. Шатун предназначен для передачи энергии движения от поршня к валу.
Шатун складывается из верхней, разборной нижней головки и стержня. Верхняя головка соединяется с поршневым пальцем. Нижнюю разборную головку можно соединять с шейкой вала с помощью крышек (шатунных).
Кривошип (колено)
К любому кривошипу (колено) крепится шатун поршня. Зачастую кривошип располагается от оси шеек в определенном радиусе, что определяет ход поршня. Именно эта деталь дала название кривошипно-шатунному механизму.
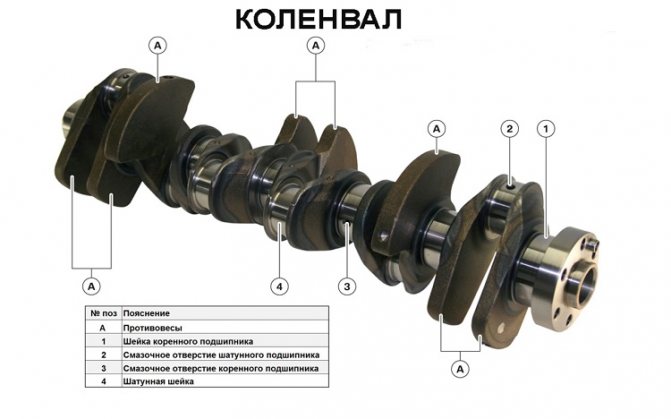
Коленчатый вал
Еще одна подвижная деталь механизма сложной конфигурации, изготовленная из чугуна или стали. Основным назначением вала является преобразование поступательного поршневого движения поршня во вращательный момент.
Коленчатый вал складывается из шеек (коренных, шатунных), щек (соединяющих шейки) и противовесов. Щеки создают равновесие при работе всего механизма. Внутри шейки и щеки оснащены небольшими отверстиями, через которые под давлением происходит подача масла.
Маховик
Маховик, как правило, установлен на конце вала. Изготавливается из чугуна. Маховик предназначен для повышения равномерного вращения вала для запуска двигателя с помощью стартера.
В настоящее время чаще применяются маховики двухмассового типа – два диска, которые достаточно плотно соединены между собой.
Блок цилиндров
Это неподвижная деталь КШМ, которая изготавливается из чугуна или алюминия. Блок предназначен для направления поршней, именно в них осуществляется весь рабочий процесс.
Блок цилиндров может быть оснащен рубашками охлаждения, постелями для подшипников (распределительного и коленчатого вала), точкой крепления.
Головка цилиндров
Эта деталь оснащена камерой сгорания, каналами (впускными и выпускными), отверстиями для свечей зажигания, втулками и седлами. Головка цилиндров изготавливается из алюминия.
Как и блок, головка также имеет рубашку охлаждения, которая соединяется с рубашкой цилиндра. А вот герметичность этого соединения обеспечивается специальная прокладка.
Закрывается головка небольшой штампованной крышкой, при этом между ними устанавливается резиновая прокладка, устойчивая к воздействию масел.
Поршень, гильза цилиндров и шатун образуют то, что автомобилисты обычно называют цилиндр. Двигатель может иметь от одного до 16, а иногда и больше цилиндров. Чем больше цилиндров, тем больше общий рабочий объем двигателя и, соответственно, тем больше его мощность. Но нужно понимать, что при этом одновременно с мощностью растет и расход топлива. Цилиндры в двигателе могут располагаться по различным компоновочным схемам:
- рядная (оси всех цилиндров располагаются в одной плоскости)
- V-образная компоновка (оси цилиндров располагаются под углом 60 или 120 градусов в двух плоскостях)
- оппозитная компоновка (оси цилиндров располагаются под углом 180 градусов)
- VR-компоновка (аналогично V-образной, но плоскости располагаются под небольшим углом относительно друг друга)
- W-образная компоновка представляет собой совмещение на одном коленчатом валу двух VR-компоновок, расположенных V-образно со смещением относительно вертикали
От компоновочной схемы зависит балансировка двигателя, а так же его размер. Наилучшей балансировкой обладает оппозитный двигатель, однако он редко используется на автомобилях из-за конструктивных особенностей.
Так же отличным балансом обладает рядный шестицилиндровый двигатель, но его применение на современных автомобилях практически невозможно из-за его громоздкости. Наибольшее распространение получили V-образные и W-образные двигатели из-за наилучшего сочетания динамических характеристик и конструктивных особенностей.
Алгоритм разборки перфоратора
Для устранения механических и электрических неисправностей (за исключением поломки электрической вилки) без разборки корпуса агрегата не обойтись. Наибольшей популярностью среди мастеров, как домашних, так и профессиональных, пользуются марки перфораторов Bosch, Makita, Интерскол, Энергомаш. Конструкция агрегатов разных производителей примерно одинакова, поэтому и способы разборки аппаратов будут похожими. Но не следует разбирать аппарат полностью, поскольку собрать его обратно будет сложно. На фото ниже показано, как выглядит полностью разобранный перфоратор.

Демонтаж патрона
Разборку агрегата для поиска неисправностей следует проводить аккуратно, с осмотром каждой снятой детали. Чтобы сборка не вызывала затруднений, процесс разборки лучше фотографировать. Если вы не обнаружили внешних дефектов на аппарате, то его разборку рекомендуется начать с патрона.
Вначале снимите пыльник (1), сделанный из резины
Аккуратно, чтобы не потерять, с помощью отвертки снимите стопорное кольцо (2) и после этого – пыльник из пластика (3).
На следующем этапе важно не потерять небольшой шарик, который находится под шайбой (4). Снимите шайбу (4), пластину (5) и пружину (6), а также шарик (7). Именно при износе данных деталей бур выпадает из патрона
В некоторых моделях патронов возможно наличие дополнительных шариков и шайб.
Именно при износе данных деталей бур выпадает из патрона. В некоторых моделях патронов возможно наличие дополнительных шариков и шайб.
Разбираем корпус
Если требуется разборка корпуса агрегата, то сначала нужно снять переключатель режимов работы.
- Поставьте переключатель в позицию “Удар”. Обычно в этом месте на корпусе нарисован молоток. В случае, когда данного режима нет, поставьте переключатель в позицию “Удар + сверление”.
- Далее, следует нажать на кнопочку, расположенную на ручке переключателя, и провернуть его немного ниже значка с изображением молотка до характерного щелчка.
- После этого необходимо поддеть переключатель отверткой и, потянув его на себя, снять. В некоторых моделях агрегатов данный переключатель может быть прикручен шурупами к корпусу.
Разборка электрической части перфоратора
Чтобы добраться до электрической части аппарата, если возникли подозрения, что именно здесь может быть поломка, необходимо выполнить следующие действия.
- Открутите шурупы, удерживающие заднюю крышку, и снимите ее.
- Выкрутите крепеж, удерживающий сетевой кабель.
- Далее, следует вытащить из креплений провода и снять кнопку пуска.
- Снимите все прикрепленные к статору провода.
- Извлеките щетки, открутив крепежные болты.
- Разделите корпуса электрической и механической части аппарата, открутив соответствующие болты. Для разделения используйте “плоскую” отвертку.
- Извлеките ротор из редуктора. Если нужно заменить подшипники, воспользуйтесь специальным съемником.
- Снимите воздухозаборник, находящийся в корпусе электрической части перфоратора.
- Отсоедините от корпуса статор. Для того, чтобы он легче вышел из кожуха, рекомендуется тянуть статор с легким постукиванием по корпусу деревянным предметом.

Конструкция и сборка поршневой группы.
Поршневая группа (рис. 3) состоит из цилиндра (на рисунке не показан), поршня 4, поршневых колец (на рисунке не показаны), поршневого пальца 3, обеспечивающего соединение поршня с верхней головкой 2 шатуна 5, и деталей уплотнения. Фиксация поршневого пальца от осевого смещения осуществляется стопорными кольцами 1. Изготавливают поршни из чугуна или алюминиевых сплавов.
 Рис. 3. Поршневая группа: 1 — стопорное кольцо; 2- верхняя головка шатуна; 3 — поршневой палец; 4 — поршень; 5 — шатун.
Рис. 3. Поршневая группа: 1 — стопорное кольцо; 2- верхняя головка шатуна; 3 — поршневой палец; 4 — поршень; 5 — шатун.
На образующих поверхностях поршня выполняют 3 — 7 канавок в зависимости от конструкции механизма. В верхних канавках поршня размещают уплотнительные, а в нижних — маслосъемные кольца, изготовленные из мелкозернистого чугуна. Плотное прилегание колец к стенкам цилиндров обеспечивается их упругими свойствами.
Поршневые кольца обеспечивают защиту камеры сгорания (компрессионной камеры) от попадания масла из картера и препятствуют проходу газов между поршнем и стенками цилиндра.
Предъявляемые к поршневой группе требования могут быть выполнены только в том случае, если правильно выбраны зазоры между поршневыми кольцами и стенками канавок под них. Значения этих зазоров зависят от конструкции двигателя и условий его эксплуатации и указываются в технических условиях на сборку или в справочниках.
Цилиндры и поршни подбирают друг к другу. Способ подбора зависит от типа производства. В условиях единичного производства осуществляется индивидуальная пригонка поршня к цилиндру. В серийном производстве используется метод групповой (частичной) взаимозаменяемости, сортируя поршни на группы по массе, которая в большинстве случаев указывается на днище с помощью клеймения, и размерам цилиндра.
Список литературы
1. Автомобили / Под ред. А.В. Богатырева. — М.: Колос, 2001. — 496 с.
2. Беднарский, В. В. Обслуживание и ремонт автомобилей / V.
В. Беднарский. — Ростов-на-Дону: Феникс, 2007 — 456 с.
3. Болотов, А.К. Дизайн автомобилей / А.К. Болотов М.:
Колос, 2006. — 352 с.
4. Вахламов В.К. Техника транспортировки двигателей.
Подвижной состав и эксплуатационные свойства / В.К. Вахламов — М.: Академия
Издательского Центра, 2004. — 528 с.
Власов В.М. Техническое обслуживание и ремонт автомобилей /
Власов В.М. — М.: Академия, 2006. — 477 с.
6. Воловик Е.Л. Справочник по реставрации деталей / Е.Л.
Воловик — Колос, 1981 — 33 с.
7. Газарян, А.А. Обслуживание машин. 2-е издание,
пересмотренное и расширенное / А.А. Газарян — Москва, Третий Рим, 2006 -272 с.
8. Дубина В.В. Шток и газораспределительные механизмы
двигателя внутреннего сгорания / В.В. Дубина, Н.П. Чикунов. — Саранск:
Издательство Морд. ун-та, 2003. — 176 с.
9. Иншаков А. П. Мастерская по проектированию автомобилей / А. П. Иншаков — Саранск: Пресса Мордовского университета, 2003. — 124 с.
10. Иншаков, А.П. Путеводитель по строительству автомобилей
/ А.П. Иншаков, А.М. Карпов, В.И. Славкин и др. — Саранск: Издательский дом
Университета Мордовии, 2005. — 215 с.
11. коленчатый вал и маховик — Тип
доступа: http://vaz2106.byethost13.com/kolenval_i_mahovik.htm (Дата ссылки:
30.05.2015).
12. кривошипный механизм автомобиля —
режим доступа: http://www.prava.uz/auto/k_shatun.html (дата обращения:
30.05.2015).
13. Кутков, Г.М. Автомобили. Теория и технологические
характеристики / Г. М. Кутков. — М.: Колос, 2004. — 504 с.
14 Малышева Г.А. Справочник авторемонтника-технолога / под
ред. — М.: Транспорт, 1977г. — 35 с.
15. Малдык, Н. Восстановление деталей машин: Ручной / Н.
Малдык — М.: Машиностроение, 1989 — 420 с.
16. Полканов А.Д. Основы технологии производства и ремонта
автомобилей: Метод. Полканов А. Д., Волжский государственный технический
университет: — Вологда, 1999. — 135 с.
17. Родичев В.А. Устройство и обслуживание автомобилей.
Учебник для водителя транспортных средств класса В. 3-е изд. / В. Родичев А.
М.: Издательский центр «Академия», 2005. — 80 с.
18. Славкин, В.И. Автотранспорт. Операция. Сервис / В.И.
Славкин // Журнал «Ремонт» — 2009 — № 7 — С. 5-9.
19
меры предосторожности при ремонте транспортного средства
— режим доступа: http://knigitut.net/18/114.htm (дата
ссылки: 30.05.2015)
20. Шадричев Е.А. Основы технологии автомобилестроения и
ремонта / Е.А. Шадричев. — Машиностроение, 1976 г. — 245 в.
Поршневая группа
Поршневая группа включает в себя поршень, поршневые кольца, поршневой палец с фиксирующими деталями. Поршень воспринимает усилие расширяющихся газов при рабочем ходе и передает ею через шатун па кривошип коленчатого вала; осуществляет подготовительные такты; уплотняет над поршневую полость цилиндра как от прорыва газов в картер, так и от излишнего проникновения в нее смазочного материала.
Коренные подшипники
Для коренных подшипников применяются подшипники скольжения, выполненные в виде вкладышей, основой которых является стальная лента толщиной 1,9—2,8 мм для карбюраторных двигателей и 3—6 мм для дизелей. В качестве антифрикционного материала вкладышей используют высокооловянистый алюминиевый сплав для карбюраторных двигателей и трехслойные с рабочим слоем из свинцовой бронзы.
Маховик
Маховик служит для уменьшения неравномерности вращения коленчатого вала, накопления энергии во время рабочего хода поршня, необходимой для вращения вала в течение подготовительных тактов, и вывода деталей КШМ из ВМТ (верхней мертвой точки) и НВТ (нижней мертвой точки). В многоцилиндровых двигателях маховик является, в основном, накопителем кинетической энергии, необходимой для пуска двигателя и обеспечения плавного трогания автомобиля с места.
Маховики отливают из чугуна в виде лиска с массивным ободом и проводят его динамическую балансировку в сборе с коленчатым валом. На ободе маховика имеется посадочный поясок для напрессовки зубчатого венца для электрического пуска стартером. На цилиндрической поверхности маховика находятся метки или маркировочные штифты и надписи, определяющие момент прохождения ВМТ поршнем первого цилиндра. На торцевую рабочую поверхность опирается фрикционный диск сцепления. Для крепления его кожуха имеются резьбовые отверстия. Маховик центрируют по наружной поверхности фланца с помощью выточки, а положения его относительно коленчатого вала фиксируют установочным штифтом или несимметричным расположением отверстий крепления маховика.
Поршни
Форма и конструкция поршня, включая днище поршня и отверстие под поршневой палец, в значительной степени определяются формой камеры сгорания.
| Устройство шатуна |

Устройство КШМ автомобиля.
1 — стопорное кольцо, 2 — поршневой палец, 3 — маслосьемные кольца, 4 — компрессионные кольца, 5 — камера сгорания, 6 — днище поршня, 7 — головка поршня: 8 — юбка поршня; 9 — поршень: 10 — форсунка; 11- шатун; 12 — вкладыш; 13 — шайба , 14 — длинный болт; 15 — короткий болт; 16 — крышка шатуна, 17 — втулка шатуна; 18 — номер на шатуне; 19 — метка на крышке шатуна; 20 — шатунный болт.
Поршень состоит из головки поршня и направляющей части — юбки поршня. С внутренней стороны имеются приливы — бобышки с гладкими отверстиями под поршневой палец. Для фиксации пальца в отверстиях проточены канавки под стопорные кольца. В зоне выхода отверстий на внешних стенках юбки выполняются местные углубления, где стенки юбки не соприкасаются со стенками цилиндров. Таким образом получаются так называемые холодильники. Для снижения температуры нагрева направляющей поршня в карбюраторных двигателях головку поршня отделяют две поперечные симметричные прорези, которые препятствуют отводу теплоты от днища.
Нагрев, а следовательно, и тепловое расширение поршня по высоте неравномерны. Поэтому поршни выполняют в виде конуса овального сечения. Головка поршня имеет диаметр меньше, чем направляющая. В быстроходных двигателях, особенно при применении коротких шатунов, скорость изменения боковой силы довольно значительна. Это приводит к удару поршня о цилиндр. Чтобы избежать стуков, при перекладке поршневые пальцы смещают на 1,4—1,6 мм в сторону действия максимальной боковой силы, что приводит к более плавной перекладке и снижению уровня шума.
Головка поршня состоит из днища и образующих ее стенок, в которых именно канавки под поршневые кольца. В нижней канавке находятся дренажные отверстия для отвода масла диаметром 2,5—3 мм. Днище головки является одной из стенок камеры сгорания и воспринимает давление газов, омывается открытым пламенем и горячими газами. Для увеличения прочности днища и повышения обшей жесткости головки се стенки выполняются с массивными ребрами. Днища поршней изготовляют плоскими, выпуклыми, вогнутыми и фигурными. Форма выбирается с учетом типа двигателя, камеры сгорания, процесса смесеобразования и технологии изготовления поршней.
Техническое обслуживание кривошипно-шатунного КШМ и газораспределительного механизмов ГРМ
Основные работы:
- проверка стабильности состояния и подтягивание креплений (крепежные работы) опоры двигателя к раме, головки цилиндров и поддона картера к блоку, фланцев впускного и выпускного трубопроводов и других соединений;
- проверка технического состояния или работоспособности (контрольные работы) кривошипно-шатунного и распределительного механизмов;
- регулировочные работы и смазка.
Крепежные работы
Для предотвращения пропуска газов и охлаждающей жидкости через прокладку головки цилиндров необходимо периодически проверять крепление головки ключом с динамометрической рукояткой с определенным усилием и последовательностью. Момент затяжки и последовательность подтягивания гаек устанавливают автомобильные заводы.
Чугунную крепят, когда двигатель находится в нагретом состоянии, а головку из алюминиевого сплава – в холодном.
Необходимость подтягивания крепления головок из алюминиевого сплава в холодном состоянии объясняется неодинаковым коэффициентом линейного расширения материала болтов и шпилек (сталь) и материала головки (алюминиевый сплав). Поэтому подтягивание гаек на горячем двигателе не обеспечивает после его остывания необходимой плотности прилегания головки цилиндров к блоку.
Затяжку болтов крепления поддона картера во избежание деформации картера, нарушения герметичности проверяют также с соблюдением последовательности, т.е. поочередным подтягиванием диаметрально противоположных болтов.
Контроль состояния КШМ и ГРМ
Техническое состояние этих механизмов можно определять:
- по расходу (угару) масла в эксплуатации и падению давления в системе смазки;
- по изменению давления (компрессии) в цилиндрах двигателя в конце хода сжатия;
- по разрежению во впускном трубопроводе;
- по количеству газов, прорывающихся в картер двигателя;
- по утечке газов (воздуха) из цилиндров;
- наличию стуков в двигателе.
Угар масла в малоизношенном двигателе незначителен и может составлять 0,1-0,25 л/100 км пробега. При значительном общем износе двигателя угар может достигать 1л/100 км и более, что обычно сопровождается сильным дымлением.
Давление в масляной системе двигателя должно быть в пределах, установленных для данного типа двигателя и применяемого сорта масла. Снижение давления масла на малых оборотах коленчатого вала прогретого двигателя указывает на наличие недопустимых износов подшипников двигателя или неисправности в системе смазки.
Падение давления масла по манометру до 0 указывает на неисправность манометра или редукционного клапана.
Повышенное давление в системе смазки может возникнуть в результате большой вязкости или засорения масляной магистрали.
Компрессия служит показателем герметичности цилиндров двигателя и характеризует состояние цилиндров, поршней и клапанов. Герметичность цилиндров может быть определена компрессометром.
Компрессию проверяют после предварительного прогрева двигателя до 70-80 ºС при вывернутых свечах. Установив резиновый наконечник компрессометра в отверстие свечи, провертывают стартером коленчатый вал двигателя на 10-12 оборотов и записывают показания компрессометра. Проверку повторяют 2-3 раза для каждого цилиндра.
Если величина компрессии на 30-40 % ниже нормы, это указывает на наличие неисправностей (поломку или пригорание поршневых колец, негерметичность клапанов или повреждение прокладки ).
Разрежение во впускном трубопроводе двигателя замеряют вакуумметром. Величина разрежения у работающего на установившемся режиме двигателей может изменяться не только от изношенности цилиндро-поршневой группы, но и от состояния деталей газораспределения, установки зажигания и регулировки карбюратора.
Таким образом, данный метод контроля является общим и не позволяет выделить ту или иную неисправность по одному показателю.
Количество газов, прорывающихся в картер двигателя, изменяется в результате неплотности сопряжений цилиндр-поршень-поршневое кольцо, увеличивающейся по мере изнашивания указанных деталей. Количество прорывающихся газов замеряют при полной нагрузке двигателя.
Другие статьи по системам двигателя
- Кривошипно-шатунный механизм (КШМ)
- Газораспределительный механизм (ГРМ)
- Гидравлический толкатель клапана
- Система смазки двигателя
- Вентиляция картера двигателя
- Система охлаждения двигателя
- Техническое обслуживание системы охлаждения
- Стартер — назначение, устройство, работа
- Электронное управление двигателем
- Датчики контроля параметров работы двигателя
Уравнения по отношению к угловому положению кривошипа (Угловая область)
Уравнения, которые описывают циклическое движение поршня по отношению к углу поворота кривошипа.
Примеры графиков этих уравнений показаны ниже.
Положение
Положение относительно угла кривошипа (преобразованием отношений в треугольнике):
- l2−r2=x2−2⋅r⋅x⋅cosA{\displaystyle l^{2}-r^{2}=x^{2}-2\cdot r\cdot x\cdot \cos A}
- l2−r2=x2−2⋅r⋅x⋅cosA+r2(cos2A+sin2A)−1{\displaystyle l^{2}-r^{2}=x^{2}-2\cdot r\cdot x\cdot \cos A+r^{2}}
- l2−r2+r2−r2sin2A=x2−2⋅r⋅x⋅cosA+r2cos2A{\displaystyle l^{2}-r^{2}+r^{2}-r^{2}\sin ^{2}A=x^{2}-2\cdot r\cdot x\cdot \cos A+r^{2}\cos ^{2}A}
- l2−r2sin2A=(x−r⋅cosA)2{\displaystyle l^{2}-r^{2}\sin ^{2}A=(x-r\cdot \cos A)^{2}}
- x−r⋅cosA=l2−r2sin2A{\displaystyle x-r\cdot \cos A={\sqrt {l^{2}-r^{2}\sin ^{2}A}}}
- x=rcosA+l2−(rsinA)2{\displaystyle x=r\cos A+{\sqrt {l^{2}-(r\sin A)^{2}}}}
Скорость
Скорость по отношению к углу поворота кривошипа (первая производная взята, используя правило дифференцирования сложной функции):
- x′=dxdA=−rsinA+(12).(−2).r2sinAcosAl2−r2sin2A=−rsinA−r2sinAcosAl2−r2sin2A{\displaystyle {\begin{array}{lcl}x’&=&{\frac {dx}{dA}}\\&=&-r\sin A+{\frac {({\frac {1}{2}}).(-2).r^{2}\sin A\cos A}{\sqrt {l^{2}-r^{2}\sin ^{2}A}}}\\&=&-r\sin A-{\frac {r^{2}\sin A\cos A}{\sqrt {l^{2}-r^{2}\sin ^{2}A}}}\end{array}}}
Ускорение
Ускорение относительно угла кривошипа (вторая производная взята, используя правило дифференцирования сложной функции и частное правило):
- x″=d2xdA2=−rcosA−r2cos2Al2−r2sin2A−−r2sin2Al2−r2sin2A−r2sinAcosA.(−12)⋅(−2).r2sinAcosA(l2−r2sin2A)3=−rcosA−r2(cos2A−sin2A)l2−r2sin2A−r4sin2Acos2A(l2−r2sin2A)3{\displaystyle {\begin{array}{lcl}x»&=&{\frac {d^{2}x}{dA^{2}}}\\&=&-r\cos A-{\frac {r^{2}\cos ^{2}A}{\sqrt {l^{2}-r^{2}\sin ^{2}A}}}-{\frac {-r^{2}\sin ^{2}A}{\sqrt {l^{2}-r^{2}\sin ^{2}A}}}-{\frac {r^{2}\sin A\cos A.(-{\frac {1}{2}})\cdot (-2).r^{2}\sin A\cos A}{\left({\sqrt {l^{2}-r^{2}\sin ^{2}A}}\right)^{3}}}\\&=&-r\cos A-{\frac {r^{2}(\cos ^{2}A-\sin ^{2}A)}{\sqrt {l^{2}-r^{2}\sin ^{2}A}}}-{\frac {r^{4}\sin ^{2}A\cos ^{2}A}{\left({\sqrt {l^{2}-r^{2}\sin ^{2}A}}\right)^{3}}}\end{array}}}
Обслуживание КШМ
Чтобы не повредить детали КШМ, нужно соблюдать все требования изготовителя по периодическому обслуживанию и регулярному осмотру автомобиля.
Уровень масла, особенно на не новом автомобиле, следует проверять ежедневно перед выездом. Занимает это меньше минуты, а может сэкономить месяцы ожидания при серьезной поломке.
Топливо нужно заливать только с проверенных АЗС известных брендов, не прельщаясь двухрублевой разницей в цене.
Не стоит самостоятельно, по роликам из Сети, пытаться растачивать цилиндры, снимать нагар с колец и выполнять другие сложные ремонтные работы. Если у вас нет многолетнего опыта такой работы- лучше обратиться к профессионалам. Самостоятельная установка шатунного механизма после ремонта- весьма сложная операция.
https://youtube.com/watch?v=vWxGfwN0EgE
Применять различные патентованные средства «для преобразования нагара на стенках цилиндров», «для раскоксовывания» разумно лишь тогда, когда вы точно уверены и в диагнозе, и в лекарстве.
Коленчатый вал
Перейдем к коленчатому валу. Он имеет достаточно сложную форму. Осью его выступают коренные шейки, посредством которых он соединен с блоком цилиндров. Для обеспечения жесткого соединения, но опять же подвижного, в блоке посадочные места вала выполнены в виде полуколец, второй частью этих полуколец выступают крышки, которыми вал поджимается к блоку. Крышки к с блоком соединены болтами.

Коленвал 4-х цилиндрового двигателя
Коренные шейки вала соединены с щеками, которые являются одной из составных частей кривошипа. В верхней части этих щек располагается шатунная шейка.
Количество коренных и шатунных шеек зависит от количества цилиндров, а также их компоновки. В рядных и V-образных двигателях на вал передаются очень большие нагрузки, поэтому должно быть обеспечено крепление вала к блоку, способное правильно распределять эту нагрузку.
Для этого на один кривошип вала должно приходиться две коренные шейки. Но поскольку кривошип размещен между двух шеек, то одна из них будет играть роль опорной и для другого кривошипа. Из этого следует, что у рядного 4-цилиндрового двигателя на валу имеется 4 кривошипа и 5 коренных шеек.
У V-образных двигателей ситуация несколько иная. В них цилиндры расположены в два ряда под определенным углом. Поэтому один кривошип взаимодействует с двумя шатунами. Поэтому у 8-цилиндрового двигателя используется только 4 кривошипа, и опять же 5 коренных шеек.
Уменьшение трения между шатунами и шейками, а также блоком с коренными шейками достигается благодаря использованию вкладышей – подшипников трения, которые помещаются между шейкой и шатуном или блоком с крышкой.
Смазка шеек вала производится под давлением. Для подачи масла применяются каналы, проделанные в шатунных и коренных шейках, их крышках, а также вкладышах.
В процессе работы возникают силы, которые пытаются сместить коленчатый вал в продольном направлении. Чтобы исключить это используются опорные полукольца.
В дизельных двигателях для компенсации нагрузок используются противовесы, которые прикрепляются к щекам кривошипов.